When the injection molding machine is working, the inje […]
When the injection molding machine is working, the injection molding machine parts are like the wheels of a motor vehicle. As long as they are started, they will be subjected to pressure, impact, friction, and extrusion. For the same tire, driving on a flat road and a skilled driver can often prolong the service life of the tire.
And when driving on uneven roads with lots of sand and gravel, coupled with frequent emergency braking actions, the pattern on the tire surface is quickly polished and scrapped.
Therefore, to ensure that the injection molding machine is always in good condition, it is necessary to clarify the performance of the injection molding machine used, understand the performance and quality of the plastic materials used, and strengthen the management of the use of the injection molding machine to reduce the failure rate, reduce maintenance costs, and extend The purpose of service life.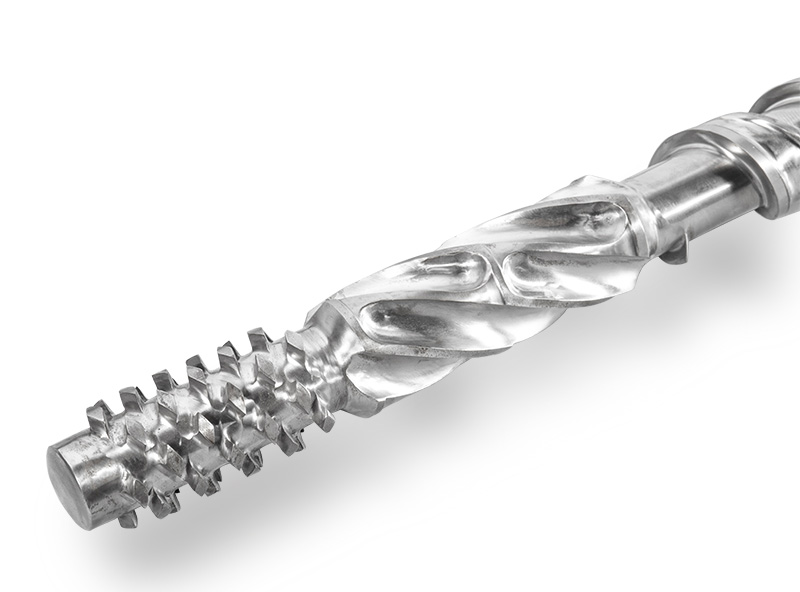
Some modified plastics are added with minerals, glass fiber, metal powder, etc. The existence of these materials will affect the screw, the rubber head, the rubber ring, the rubber gasket and the melting glue accumulatively during the plasticization and injection processing. barrel nuts and screw The barrel undergoes uniform mechanical wear. The nitrided layer and chromium-plated layer can be ground off. After abrasion, the gap between the screw and the melt barrel is increased, which reduces the plasticizing effect, increases the leakage of the injection, reduces the injection efficiency, and reduces the processing accuracy.
Therefore, in order to minimize wear and extend the service life of plasticized components, the temperature should be appropriately increased during processing and the screw speed should be reduced. The use of chrome plating or the use of bimetallic solutions can more effectively prevent wear.
The adjusters habitually set low-temperature work and habitually set high-speed and high-pressure work, which gradually deteriorates the performance of the plasticized components. For example, when processing PC and PA plastics, when the temperature does not meet the requirements, the viscosity of the plastic is very high. If the sol action is forced at this time, the sol pressure and the sol torque must be increased, thus increasing the stress fatigue of the screw. At the same time, because the viscosity of the plastic melt is very high at this time, the injection pressure and injection speed must be increased for injection processing, which increases the impact and load of the rubber head, rubber ring, and rubber gasket, and accelerates its wear and stress fracture. .
Most of the metal impurities entering the sol cylinder are brought in with the crushed material. Therefore, the breakage of the blade of the crusher should be checked frequently, and the blade should be replaced immediately if it is found to be worn.
On the other hand, check and clean the magnets in the blanking hopper frequently. When the metal scraps adsorbed around the magnet are saturated, the adsorption force for the iron scraps on the outer layer will be weakened. Even if it is attracted, it will be easily washed away by the continuously flowing plastic and enter the sol cylinder together.
This aspect is also very important. If the assembly of the sol barrel is not tight enough, the screw will touch the sol barrel when the sol or glue is injected, causing the screw or the sol barrel to wear. Therefore, the technical status of the equipment should be checked regularly, and attention should be paid to the abnormal phenomenon of the parts in the process.










