In the processing of plastic products, many ques […]
In the processing of plastic products, many questions are often encountered. One of the common questions is that the screw of the injection molding machine is not fed. This kind of question: The screw is operating normally, but it is not feeding. Probably composed of the following elements:
1. Too much added material in plastic guessing.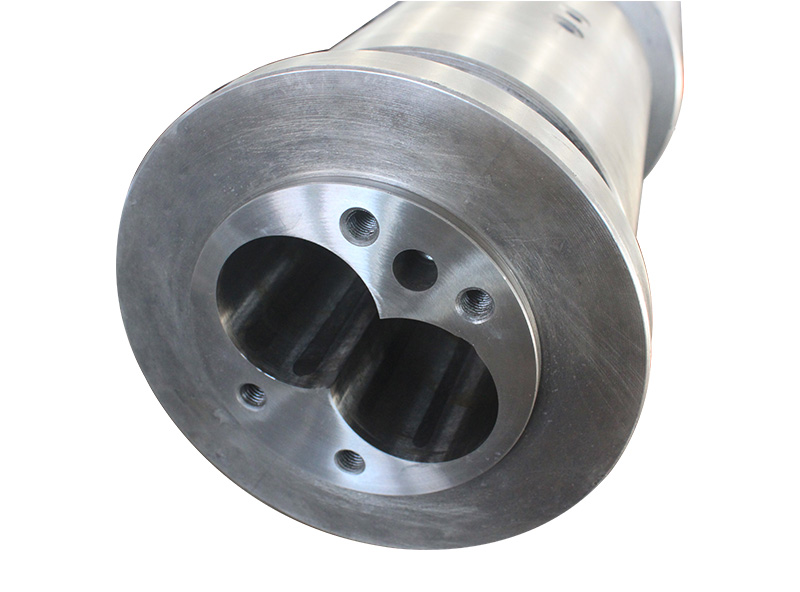
2. Inaccurate temperature control, the temperature of the rear end of the barrel is too high, adjust the temperature setting, and check whether the cooling water circuit is blocked.
3. The screw is covered with glue-plastic wraps the screw and rotates together.
4. The screw and the barrel are worn out, or the abrasion of the rubber ring, which constitutes the conical screw barrel leakage of plastic and does not transport to the front end of the barrel.
5. Too much oil is added to the plastic, causing the screw to slip.
6. Assuming that the newly replaced screw does not feed, it may be that the plan of the screw and barrel discharge port is not appropriate. For the screw, the screw groove in the feeding section of the screw is too shallow, so that the screw cannot move the plastic forward when it is rotating. Transport, or the amount of material transported is very small; for the barrel, it is the plan of the feed opening.
7. If the plastic pellets are too large, bridging will occur, which can damage the plastic again. (Screw)
8. The feeding port of the barrel is blocked. Check whether there is any molten plastic sticking there.










