Why It's Crucial to Manage Melt-Temperature in a Twin-S […]
Why It's Crucial to Manage Melt-Temperature in a Twin-Screw Compounding Extruder
Managing and controlling melt temperature and degradation in a corotating compounding twin is critical to achieve process optimization. For compounders, it also greatly influences the ability of their molding and extrusion customers to make high-quality parts. barrel nuts screw Here are the results of research that illustrate this.
The corotating, intermeshing twin-screw extruder (TSE) is the compounding industry’s most prevalent device for continuous mixing of polymers with additives and fillers (Fig. 1) . Exotic formulations that utilize atypical active ingredients are also processed on this type of machine. Materials exposed to high shear and temperatures will degrade. Almost every product benefits by strategically managing how shear (and energy) is imparted to the materials being processed and is measured by the resulting melt temperature.
Managing Melt Temp in a Corotating Twin
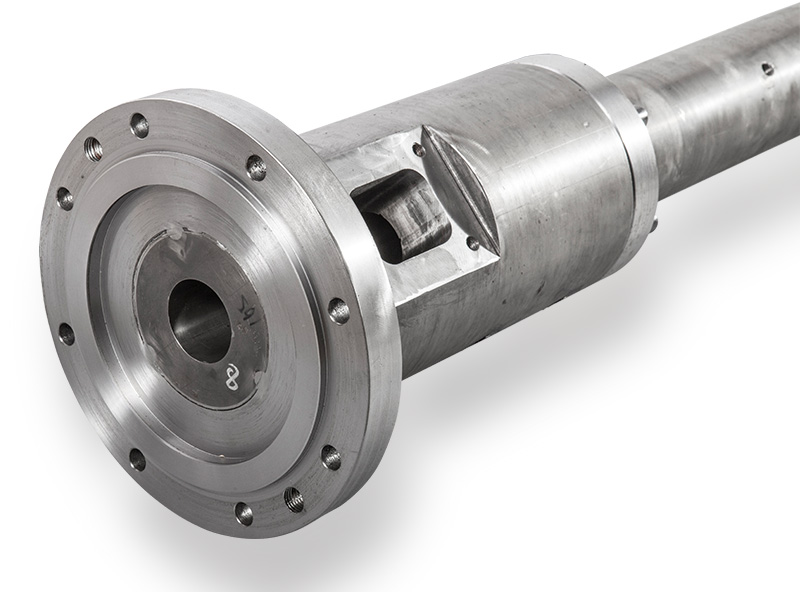
FIG 1 Twin-screws are powerful energy-input devices, with energy primarily derived from the motor.
Various factors must be considered to manage and control the melt temperature. In this article, emphasis will be given to OD/ID ratio, the melting zone in the screws, and front-end design.
TSEs utilize segmented screws that are assembled on high-torque splined shafts (Fig. 2). . Barrels are also modular and utilize liquid cooling. The motor inputs energy into the process via rotating screws. Feeders meter materials into the TSE process section, and the screws’ rpm is independent and set to optimize processing efficiencies. Segmented screws and barrels, in combination with the controlled pumping and wiping characteristics of the corotating screws, allow screw/barrel geometries to be matched to the process tasks. Solids conveying and melting occurs in the first part of the process section. Next come screw elements for mixing and devolatilization. Discharge elements then build and stabilize pressure to a die or front-end device.










