Extruder barrel screw occupies an important position in […]
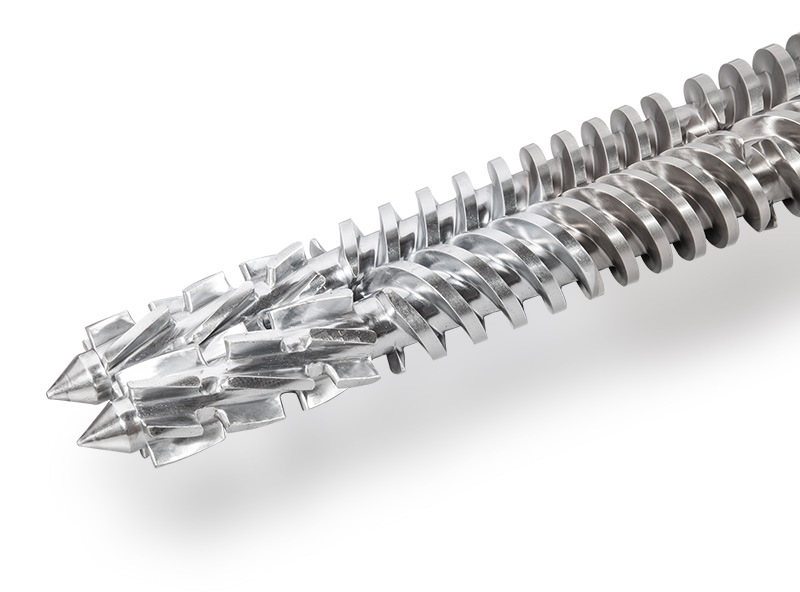
Extruder barrel screw occupies an important position in the plastics industry, it is a plastic accessory. Industry personnel should be aware that prolonged downtime of the extruder will affect the service life of the extruder screw and thus its working efficiency. So what are the precautions for the long-term shutdown of the extruder screw?
Extruder barrel screw and die maintenance
Before the extruder is shut down, the mold should be turned to a condition of 5-10mm interval, so that the hinge (crank arm) tissue of the mold clamping machine is in a semi-straight state, and the hinge tissue (crank arm) of the extruder machine is not affected. The force stays in a better condition to better maintain the mold and mold clamping structure.
Barrel cleaning
Before shutting down, the plastic in the barrel should be cleaned, and PP, PS, PE should be used to clean out the original plastic remaining inside the barrel. After cleaning, loosen the screw stroke to a large stroke. This can prevent the screw head from being burnt out when the temperature is turned on next time.
1. If the plastic used is HB general transparent plastic, natural plastic, you can directly shoot the plastic inside the barrel without cleaning.
2. If the plastics used are colored, VO fire-rated plastics, corrosive plastics, plastics with glass fiber, all must be cleaned with PP, PS, PE. After the cleaning operation is completed, the temperature of the feed pipe can be directly closed.
Drain the mold, barrel cooler and hydraulic oil cooler
First of all, we must close the power supply of the cooling water tower, water tower outlet pump, chiller equipment and mold temperature machine equipment, and then do the following four-point drainage protection operations.
1. Close the inlet and outlet valves of the cooling water ring of the barrel (material pipe), remove the inlet and outlet water pipe joints, and use the air gun of the air compressor to blow out all the residual water inside the cooling water ring (secret out) to avoid the water ring Internal rust or oxidation.
2. Close the inlet and outlet valves of the hydraulic oil cooler of the extruder, remove the inlet and outlet pipe joints, and use the air gun of the air compressor to blow out all the residual water inside the cooler (secret out) to avoid rust inside the water ring Or oxidation.
3. Close the inlet and outlet valves of the mold (male mold / female mold), and remove the inlet and outlet pipe joints, and use the air gun of the air compressor to blow out (secret) all the residual water inside the mold's water transport system Avoid rusting of the mold core.
4. Close the power supply of the air compressor equipment and release the residual air pressure.
Extruder electrical protection
Before the extruder barrel screw operation is completed, please confirm whether the power switch of each injection molding equipment is turned off, whether the doors and windows are closed, the workshop must also prevent the mouse from biting the line, and the electric box should be waterproof and moisture-proof . The extruder electrical control box is well closed to prevent the mouse from entering and damaging the computer host.










